
For custom CNC machining services, it is very important to determine the relative position of the tool and the workpiece at the beginning of processing. This is performed for the tool point “to the tool point,” which refers to the reference point through the toolset to determine the position of the tool relative to the workpiece. During programming, whether the tool is moving with respect to the workpiece or the workpiece is moving concerning the tool, the workpiece is considered stationary, and the tool is moving. Knifepoint is also the birthplace of parts processing.

The selection principle of knifepoint is as follows:
(1) Facilitate mathematical processing, simplify programming.
(2) it is easy to find and determine the position of the origin of machining parts on the machine tool;
(3) Convenient inspection during the processing.
(4) caused by a small processing error.
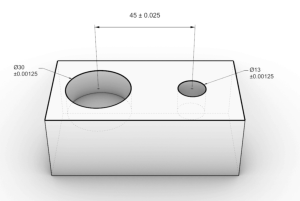
We can set a cutter point example on a part, fixture, or machine tool, but it must have a known exact relationship to the positioning datum of the part. If the tool’s precision is very high, the cutter point should be selected as far as possible in the design or technical basis of the part. For parts placed as holes, the center of the hole can be used as a pair of knife points.
If facing the tool, the tool point must match the position of the tool. Tool position is the reference point for determining tool position. For example, a flat milling cutter is machined in the center of a normal plane. The turning tool of the ball end milling cutter is the ball center. A drill is the tip of a drill.
The replacement point must be configured according to the process content, and the principle of the workpiece, fixture, and a machine tool is not followed when the tool is replaced. The tool point is always fixed and located away from the workpiece.
Because the tool precision directly affects the machining precision, the tool movement must be careful, and the tool method must meet the machining precision of parts.
If the part is machined to high precision, you can use a dial meter to find the correct tool path. The position of the tool is consistent with the tool point. However, this approach is not very efficient.
Some factories have adopted new methods such as optical and electronic instruments to reduce working hours and improve accuracy.

The usual tool setting method is as follows.
①The origin of the workpiece coordinate system (tool point) is the centerline of the cylindrical hole (or cylindrical surface)
a. Lever dial meter (or dial meter) tool
The working method is troublesome and inefficient, but the tool’s precision is high, and the precision of the testing hole is also high. Do not use only hinged or boring holes machined or rough-machined holes.
b. Use an edge search knife
This method is an easy to operate, intuitive, high precision tool, but the measurement hole requires high precision.
②The origin of the workpiece coordinate system (at the tool point) is the intersection of two mutually orthogonal lines
Use touch sensing (or test cutting)
The operation method is relatively simple, but there are traces on the workpiece surface, and the precision of the sword is low. A ratio must be added between the tool and the workpiece to subtract the thickness of the tool so as not to damage the surface of the workpiece. In this way, standard mandrel and seal gauge matching knives can also be used.
This step is similar to the tool matching, except for the tool’s radius moving to the viewfinder contact point. The method is simple, and the blade precision is high.
③Tools z-direction tools
The cutter’s pruning length determines the tool data in the z-direction on the tool holder and the zero-point position in the z-direction of the workpiece coordinate system, which is located in the workpiece coordinate system.
You can use the tool to contact the tool directly, or you can use the Z-orientation setup manager to create an accurate tool. It works in the same way as finding edges. Cutters are also used to make the end of the cutter contact the surface of the workpiece or the side of the Z-direction setter and use the machine tool coordinate display to determine the value of the cutter. Consider the height of the Z-direction setter when using the Z-direction setter to fit the tool.
In addition, if different tools are used as tools when machining the workpiece, each tool will have an extra distance from the zero point of the Z coordinate. Since these distance differences are tool length compensation values, the length of each tool must be measured using a machine tool or special tool (such as pre-adjustment of the tool) and recorded in the tool list for use by the machine worker.
Categories
Share On
Recent Post
A Complete Guide on Injection Molding Surface Finishes
Have you ever thought about why things made of plastic
CNC Machining Design Guide
CNC machining—short for computer numerical control machining—turns a digital CAD model into