

In today’s manufacturing world, computer numerical control (CNC) turning is essential for creating precision metal parts. CNC turning centers are automated machines that use cutting tools to remove material from a workpiece to create the desired shape.
This article will provide an overview of what CNC turning is and how it works, as well as a description of the different types of CNC turning and the cutting tools used in this process. We’ll also take a look at the benefits of using CNC turning to manufacture metal parts.
What is CNC turning?
CNC turning is a manufacturing process that uses computers to control the motion of cutting tools. The computer sends instructions to the machine, which then translates them into movements that allow the tool to cut away material from a workpiece. This type of machining can be used to create parts with complex shapes and geometries, and it is often used in the production of items such as engine components, shafts, and gears.
What is CNC Turning Machine?
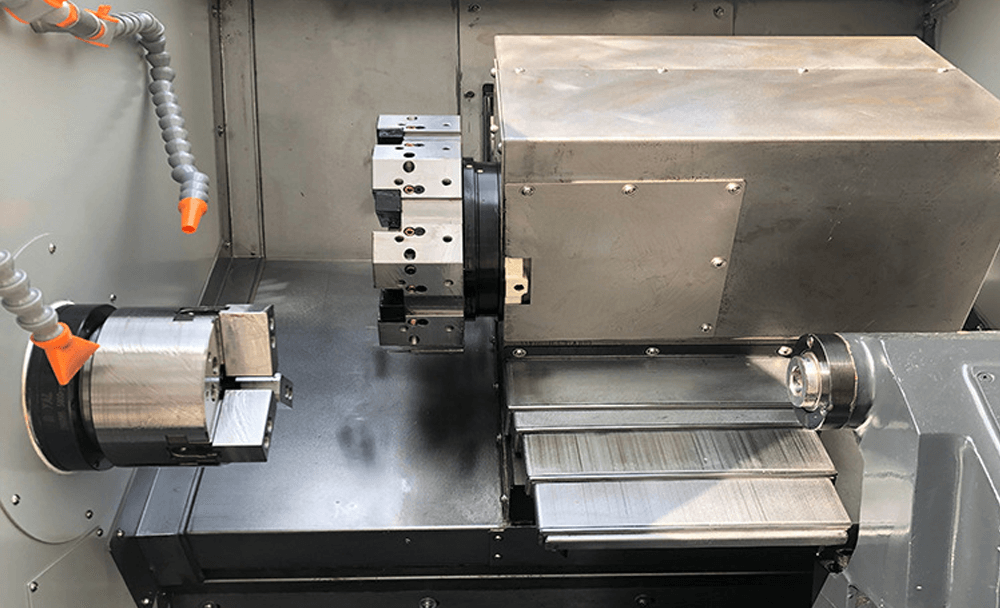
The shape of CNC turning machines is similar to that of ordinary lathe, which consists of bed, headstock, tool rest, feed system pressure system, cooling and lubrication system. The shape of CNC turning center is similar to that of ordinary lathe, which consists of bed, headstock, tool rest, feed system pressure system, cooling and lubrication system.
CNC lathes can be divided into horizontal and vertical two categories. Horizontal lathe and horizontal guide rail and tilt guide rail two. Grade higher NUMERICAL control sleeper generally use inclined guide rail. According to the number of tool rest classification, and can be divided into single tool rack NC lathe and double tool rack NC lathe, the former is two coordinate control, the latter is 4 coordinate control. Double knife frame sleeper most use inclined guide rail.
CNC turning centre feeding system and ordinary lathe has qualitative difference, traditional ordinary lathe has feeding box and exchange gear frame, and CNC machines is directly driven by servo motor through ball screw sliding plate and tool rest feed movement, so the structure of feeding system is greatly simplified.
How does it works?
The principle behind CNC turning process is relatively simple. A workpiece is mounted on a spindle, which rotates the workpiece at high speeds. The cutting tool is then brought into contact with the workpiece, and as it cuts away material, the shape of the part is created.
The steps of CNC turning services:
- ① The first step is to create a computer model of the desired part. This can be done using a CAD (computer-aided design) program.
- ② Once the CAD file is complete, it is converted into a set of instructions known as G-code. This code tells the CNC machine what movements to make in order to create the desired shape.
- ③ The G-code is loaded into the CNC machine, and the operator sets up the machine according to the instructions.
- ④ The workpiece is then mounted on the spindle, and the cutting tool is brought into contact with it.
- ⑤ As the workpiece rotates, the cutting tool removes material to create the desired shape.
- ⑥ Once the part is complete, it is ejected from the machine and can be sent for further processing or assembly.
The types of CNC Turning Operations




Cylindrical Turning:
This type of turning is used to make cylindrical shapes. This can be done on the outside or the inside of an object.
Taper Turning:
Taper turning is used to manufacturing objects with a gradual change in diameter. The taper could be either internal or external.
Angular Turning:
Angular turning is used to create objects with an angled profile. This could be either a V-shaped groove or an L-shape.
Contour Turning:
Contour turning is used to create objects with a curved shape. This could be anything from a simple curve to a more complex one.
Thread Turning:
This type of turning is used to cut threads into the outside or inside of an object.
The important parameters in CNC turning Processes
1. Linear velocity Vc
The length of movement of the blade on the finished surface of the workpiece per minute. Unit: m/min. The main performance of line speed in cutting process is spindle speed.
The conversion formula is: S= VCX1000/3.14d
D: Cutting diameter of the machined workpiece
2. Cutting depth AP
It represents the distance between the surface of the workpiece to be processed and the surface of the workpiece to be processed, expressed in mm.
The cutting depth is determined according to the workpiece allowance, shape, machine power, stiffness and tool stiffness. The change of cutting depth has great influence on tool life.
① The cutting depth is too large, and the cutting force exceeds the bearing force of the blade, resulting in the collapse of the edge, resulting in the scrap of the tool tip;
② The cutting depth is too small, micro cutting depth, the tool is not normal cutting, just scraping on the surface of the workpiece, resulting in the hardening layer during cutting, is the reason for reducing the tool durability, and the surface roughness of the workpiece is poor;
③ Different materials of the workpiece or the same material but different hardness of the heat treatment of the workpiece, the cutting depth of the processing will be different, according to the actual situation.
3. Feed Rate F
The distance the workpiece moves in the cutting direction for each turn, expressed in mm/R.
In the turning process each turn of the workpiece, the amount of turning tool forward is the feed.
The feed amount has a great relationship with the roughness of the machined surface, and the feed is usually determined according to the surface roughness requirements
Small feed, large wear behind, tool durability is quickly reduced;
Large feed, chip layer thickness increases, the cutting temperature increases, the rear tool surface wear increases.
When the feed is between 0.1 and 0.4, it has little influence on the back blade surface, depending on the specific situation.
Empirical formula F thick =0.5* tip radius
4. Rotate speed:
The spindle speed of CNC lathe machines. The unit is R/min.
5. Cutting speed:
It is the spindle speed of CNC lathe. The unit is m/minThe cutting speed.
The conversion formula is: Vc=πDN/1000 (m/min)
D: Workpiece diameter
N: Spindle speed
Cutting speed has a great influence on tool durability. Improving cutting speed can shorten machining time and improve machining efficiency. However, if the linear speed is too high, the cutting temperature will rise and the tool durability will be greatly shortened.
Each company’s tool life has a specific time, generally according to the company’s sample specified linear speed processing, continuous processing of each edge 15-20 minutes to the life. If the linear speed is higher than 20% of the specified linear speed of the sample, the tools life will be reduced by half. If increased to 50%, tools life will be only 1/5 of the original.
Processing Materials

There is a wide range of raw material that can be machined using CNC turning. These include metals (such as steel, aluminum, and brass), plastics (such as acrylic and nylon), and composites (such as fiberglass and carbon fiber).
CNC Turning VS CNC Milling
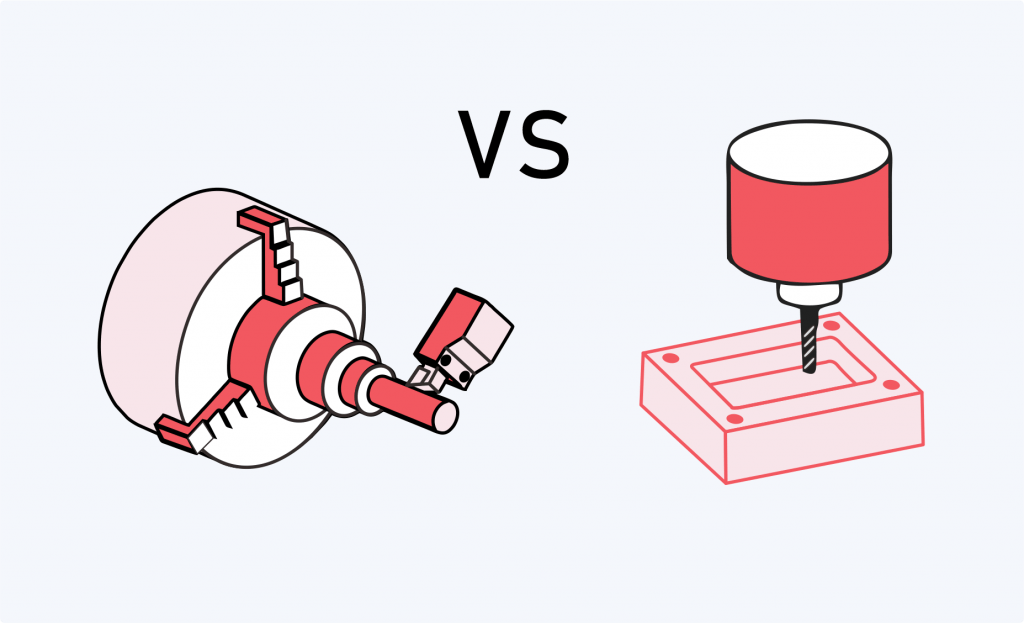
Turning uses a device called a lathe, a method of rotating material for processing with a transmission and contact cutter. Milling is a way of feeding and applying fixed material by rotating a cutter in a device called a milling machine. What is difference between CNC milling and turning?
Turning is good at machining round objects
Turning is suitable for processing rotary surface, most of the workpiece with rotary surface can be processed by turning method, such as internal and external cylindrical surface, internal and external conical surface, end face, groove, thread and rotary forming surface, etc., the tool is mainly turning tool.
Compared to other cutting processes, circular machining has higher roundness, for example, when machining outer and inner diameters, it can produce products with smaller runouts. In addition, because the diameter can be easily adjusted by changing the position of the tool, it is an easy machining method to improve dimensional accuracy. To sum up, lathe processing can be said to be a processing method for rotating parts such as shafts.
Milling is good at plane processing and groove processing
The components of the lathe machine include a spindle for mounting and rotating the cutter, and a table for clamping (fixing) the material. Milling excels in planes and grooves because it cuts material by linearly moving the table while striking the rotating tool.
By changing the tool attached to the rotating spindle, it can be machined into various shapes. If you install a tool called a end milling cutter, you can perform flat finishes, step finishes using the sides of the tool, and grooves. It can be machined more finely than a plane milling cutter, but the width that can be cut at one time is narrower.
On the contrary, CNC Turning is not good at handling planes. For example, it is difficult to flatten the sides of a cylinder with a lathe, and milling is common. With a lathe, only flat surface perpendicular to the axis of rotation can be leveled.
The surface finish of CNC Turning
The surface roughness has a great influence on the use of parts. Generally speaking, the small surface roughness value will improve the fit quality, reduce wear and prolong the parts’ service life, but the parts’ processing cost will increase. Therefore, the surface roughness value should be selected correctly and reasonably.
The surface roughness of CNC machining is closely related to the mating properties, wear resistance, fatigue strength, contact stiffness, vibration and noise of mechanical parts, and has an important influence on the service life and reliability of mechanical products. Generally, Ra is used for labeling.
According to the choice of turning tool Angle and different cutting amount, It can be divided into rough turning, semi-finishing turning and finishing turning stage.
The size tolerance of the coarse turning is IT12~IT11, and the surface roughness Ra is 12.5~25μM.
The dimensional tolerance grade of semi-finishing turning is IT10~1T9, and the surface roughness Ra is 3.2~6.3μM.
The dimensional tolerance grade of finishing turning is IT8~IT7, and the surface roughness Ra is 0.8~1.6μM.
The precision grinding diamond turning tool can turn non-ferrous metal workpiece at high speed and precision, the surface roughness is 0.04-0.01μm, also known as “mirror turning”.
The benefits of CNC machining

CNC machining has a number of benefits. These include:
- Increased accuracy:
CNC turning is much more accurate than traditional methods of machining. This means that parts can be made to tighter tolerances.
- Increased productivity:
CNC machining is much faster than traditional methods of machining. It is also suitable for high volume production.
- Increased flexibility:
It is much more flexible than traditional methods of machining, This means that parts can be made to a variety of different shapes and sizes. It improve the production capacity of CNC Manufacturers.
- More compatible materials:
It is compatible with a wider range of materials than traditional methods of machining. This means that produce parts can be made from a variety of different materials.
- Reduced setup time:
Turning operation has a reduced setup time compared to traditional methods of machining. This means that custom parts can be produced much faster.
Disadvantages of CNC machining
① Material waste is relatively large;
② Some complex parts, the need to remove parts, for many processing;
③ Some complex geometric modeling is difficult to process.
Conclusion :
CNC turning is a machining method that has many benefits. These include increased accuracy, productivity, flexibility, and setup time. If you are looking for a machining method that can offer these benefits, then CNC turning is a perfect choice. Learn more about this machining method today and see how it can help you.
Try Made by Aria Now
All information and uploads are secure and confidential.
Categories
Share On
Recent Post

What is Sheet Metal Welding: Process & Types
Once metal pieces are cut to the required sizes, joining

12 Types of Metal Machining Processes
In the enormous realm of manufacturing, machining is a fundamental

Top 10 CNC Machining Companies in Australia
Finding CNC machining companies in Australia can be a daunting

Differences Between CNC Router vs Mills
CNC routers and CNC milling machines converge at many points.

Manufacturing Tool Design Guide
Tooling is fundamental to manufacturing processes. To transform raw materials
What is Sheet Metal Welding: Process & Types
Once metal pieces are cut to the required sizes, joining
12 Types of Metal Machining Processes
In the enormous realm of manufacturing, machining is a fundamental