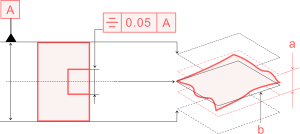
Symmetry (GD&T) Guide
Have you ever looked at a complex part and wondered
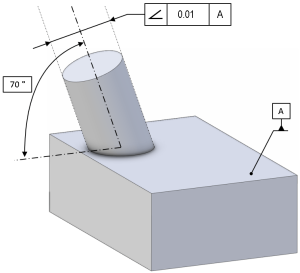
What is Angularity (GD&T)?
Have you ever looked at a technical drawing and seen
Have you ever looked at a complex part and wondered
Have you ever looked at a technical drawing and seen